如何鉴别焊台发热芯好坏?
1、首先,非常重要又非常容易区别的一点——发热芯的电阻值;
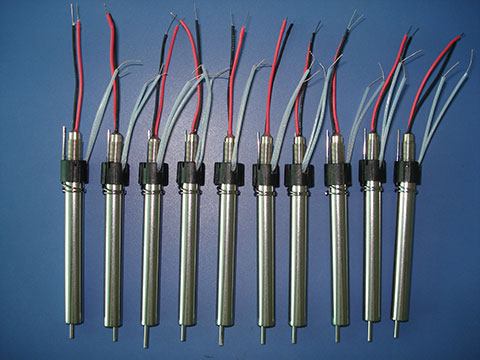
发热芯总共有4条电极,其中上面两条电极(绝缘管颜色为蓝色)是感温电阻线,用来测量发热芯的温度;下面两条电极(绝缘管颜色为红色)为加热电极,用来提供发热芯加温所需的电源。A级发热芯的感温线电阻都在45-55欧姆范围内,也就是进口的发热芯的感温电阻线最集中的范围;国产A级以下发热芯为控制温度,将感温电阻都控制在50-60欧姆范围内,具体的原因就是A级以下发热芯的电阻随温度升高的变化值不够,必须增加5个欧姆来改善,但是还是容易出现高温失控和线性不好的现象。A级发热芯在感温线中添加了铂金成分,使其电参数与进口发热芯99%相符。
2、焊点的牢固性;
在装机时经常遇到发热芯电极掉落的问题,如果直接掉下还算运气好,但是如果焊台出到了客户那里电极掉线就会造成很大的质量事故,并有可能因此失去客户,所以这是一个非常重要的参考参数指标。这个指标的具体操作测试和最低标准就是把电极线与发热芯棒体呈现90度角并向外施以3kg外力拉扯不脱落。A级发热芯中部分可达到8kg以上拉力不脱落。
3、产品的线性与控温性;
线性的好坏是评价一个焊台好坏的一个重要标准,而焊台线性的好坏100%取决于发热芯的质量。一般的发热芯是以350℃标定起点,然后分次以20℃为单位刻度不断提高或降低使用温度,并在使用过程中使用温度计测量烙铁头的温度(推荐使用德国威乐温度仪测量),偏差在+15℃范围内的质量较好,15-50℃超过此范围质量次之,50℃以上为次品。
根据市场采样测试含铂金材料的发热芯在45-55欧姆这个范围内的发热芯线性及其性能与日本产品相接近,(误差0--+15℃)350-530℃温度。不含铂金材料的发热芯线性很难做到一致性,所以容易造成机器温度调试难以统一,机器安装新的发热芯后出现温度偏高或偏低的现象。
4、高温温度控制能力;
将焊台温度设置到480℃(同样也必须挑选感温线电阻值在45-50欧姆范围),如果焊台一直显示在加热,但温度始终到不了480℃,那这个就是温度失控了,这是一个相当严重的问题。主要的情况不是焊台加热不到480℃,而是温度到了甚至大大超过了480℃但是发热芯给焊台的信号还是温度不够,这样持续的大电流造成了变压器或者其他电子元件的损坏,给客户带来了很大的损失。
所以测试时一定要注意两种发热芯传感器电阻值:必须挑选感温线电阻值在45-50欧姆范围的进行测试,否则测试结果无法对照日本参数加以判别出两者差别。
总结两者 含铂金材料的发热芯性能好寿命长,线性一致性好,其感温线阻值主要是45-55欧姆,常用温度250-530℃,误差±15℃;焊台不需要修改电路就可以准确控制温度。不含铂金材料的发热芯温度高,误差大,寿命相对较短,感温线阻值主要是54-57欧姆居多,常用温度350-420℃误差20-40℃;小于54欧姆的温度偏高很多,控温范围300-450℃;其他温度误差较大不合格产品价格虽然低廉但不建议采用,否则容易损坏焊台主机。
在采用上述鉴别方法后,发热芯的质量就得到了控制,焊台返修率也能够恢复到正常水平。
扫描二维码分享到微信